
You are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationGP extruders used in the common pipe extrusion. GP extruders have good price performance ratio and designed for flexibility running different PE or PP grades at good melt quality.
The specific outputs are average and not trimmed to the maximum possible result. This leads to good feeding properties also for regrind, scrap and mixtures of that with virgin materials.
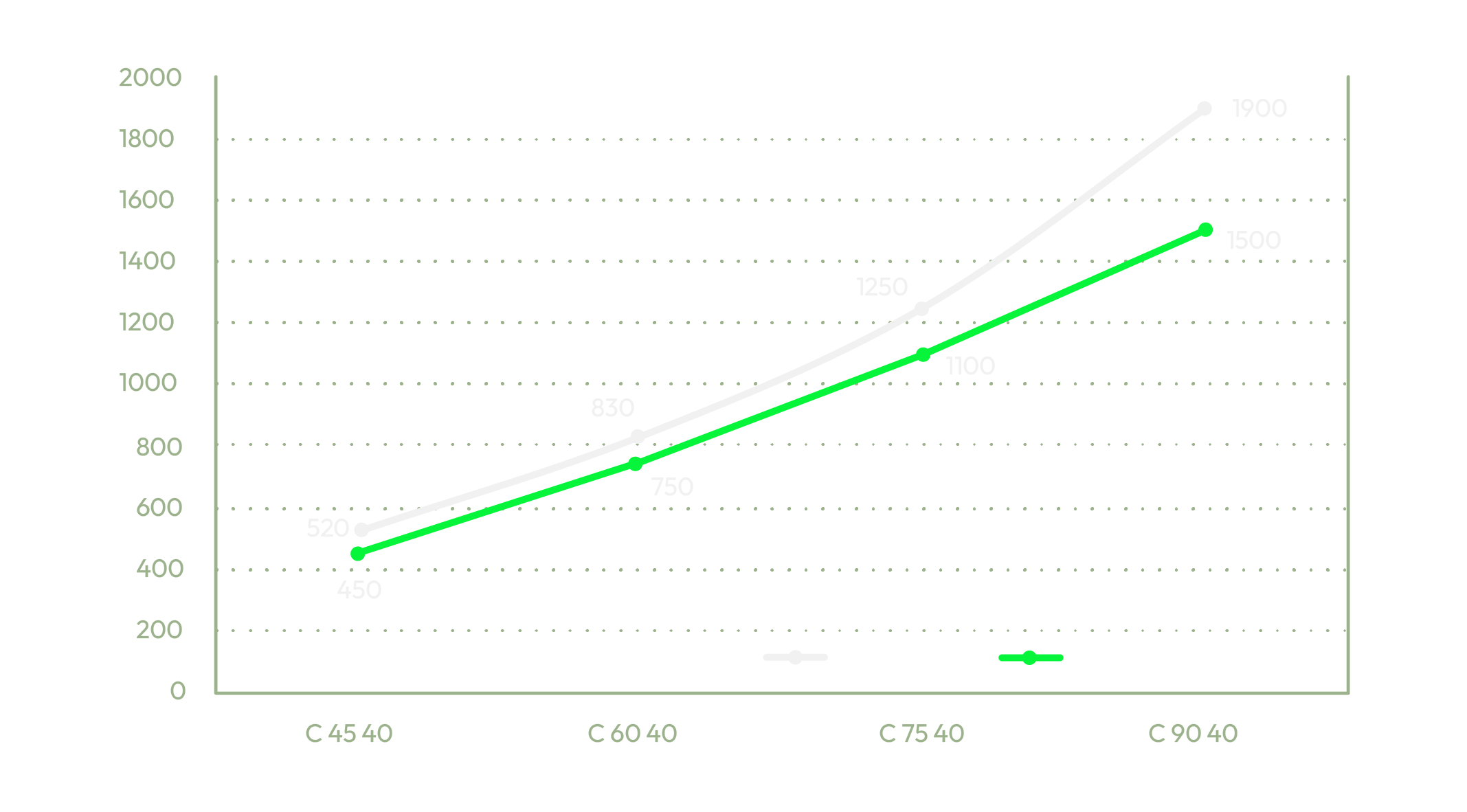
High Performance extruders are dedicated for max. production rate at lowest power consumption. These extruders developed for long term continuous production for same product at highest output.
Typical products are smooth or corrugated pressure or non-pressure pipes made of PE 80, PE 100 and PP-R as well as for PP-HM. HP extruder have better investment / output ratio compared to GP extruders for the same output.
Optional execution wear resistance for use or regrind, filler, abrasive colour master batches and corrosive polymers
For corrosive polymers: screw made of Hastelloy with Colmonoy flight coating